






產(chǎn)品分類 更多>>
產(chǎn)品推薦



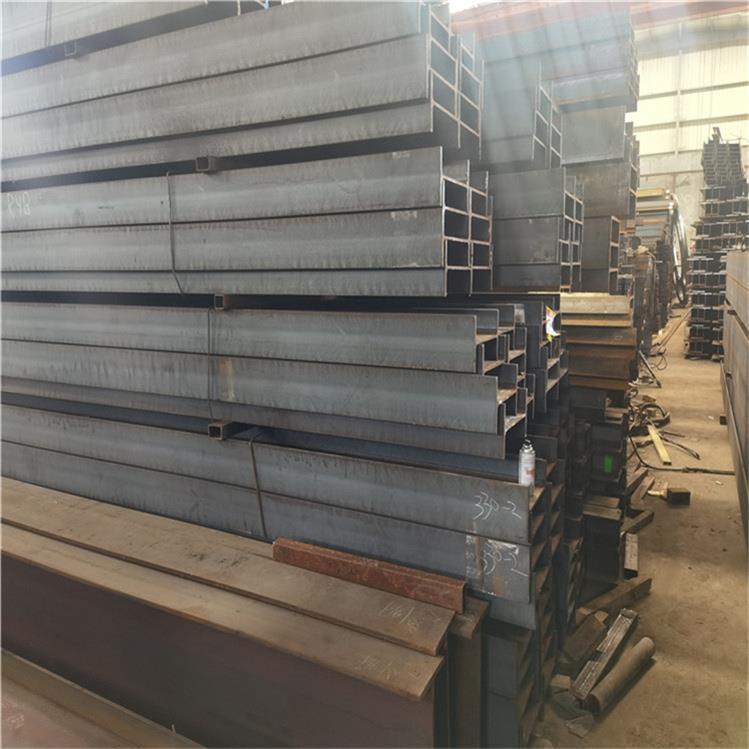
英標H型鋼材料:
當硫酸含量過低時,不銹鋼制品表面難以達到整平,而且拋光質(zhì)量較低,當硫酸含量過高時會引起腐蝕現(xiàn)象,降低了不銹鋼表面的光潔度,也縮短了拋光液的使用壽命。硫酸在室溫下對金屬氧化物的溶解能力較弱,加溫后能大大提高其侵蝕能力。當在磷酸溶液中加入一定含量的硫酸,此種混合液不僅去除焊接處的灰膜、黑渣及氧化皮氧化皮效果好而且還提高了拋光速度增加光亮性。硫酸用量控制在15~25mL/L為宜。乙二醇對于傳統(tǒng)配方的電化學(xué)拋光,一般為磷酸、硫酸和鉻酐體系。
一、UB457*191*98英標H型鋼介紹:
英標H型鋼執(zhí)行標準:EN標準;英標H型鋼有三個主要的質(zhì)量等級S235、S275、S355等。例如:S235材質(zhì)和S275材質(zhì)代表的是碳素結(jié)構(gòu)鋼,S355是低合金鋼。
英標H型鋼工件含碳量高。高碳鋼、鑄鐵件等會降低氫的析出電位,工件表面析氫加速,電流效率降低。工件綁扎過密。鍍鋅時工件局部遭到而導(dǎo)致鍍層過薄。

二、UB457*191*98英標H型鋼熱扎工藝手段:根據(jù)金屬摩擦與溫度的關(guān)系特性,通過適當改變軋制溫度來增大摩擦,對于大部分金屬,提高軋制溫度由于軋件表面氧化皮的存在,能增大摩擦等。 型鋼混凝土組合結(jié)構(gòu)中的鋼筋綁扎處理
四、UB標H型鋼規(guī)格型號表:

鋼鐵冶金:不銹鋼圓鋼生產(chǎn)工藝特點和流程不銹鋼圓鋼(≤4mm棒)采用摩根式45°二輥或考克斯三輥(Y型)軋機連續(xù)化工藝生產(chǎn)。一般產(chǎn)品規(guī)格為5.5~4mm卷材。精軋速度為5~6m∕s(鐵素體不銹鋼)或7~6m∕s(奧氏體不銹鋼)。由于采用無扭轉(zhuǎn)軋制,不銹鋼圓鋼產(chǎn)品的表面質(zhì)量光潔,尺寸精度高。≤?2mm線棒材直徑偏差可以達到±.1mm,?4mm棒材可以達到±.2mm,盤重可以達到2t。具體生產(chǎn)工藝流程步驟:鋼坯準備、加熱、除鱗、粗軋、切頭、中軋、切頭、精軋、卷取、熱處理、酸洗、人庫。
當硫酸含量過低時,不銹鋼制品表面難以達到整平,而且拋光質(zhì)量較低,當硫酸含量過高時會引起腐蝕現(xiàn)象,降低了不銹鋼表面的光潔度,也縮短了拋光液的使用壽命。硫酸在室溫下對金屬氧化物的溶解能力較弱,加溫后能大大提高其侵蝕能力。當在磷酸溶液中加入一定含量的硫酸,此種混合液不僅去除焊接處的灰膜、黑渣及氧化皮氧化皮效果好而且還提高了拋光速度增加光亮性。硫酸用量控制在15~25mL/L為宜。乙二醇對于傳統(tǒng)配方的電化學(xué)拋光,一般為磷酸、硫酸和鉻酐體系。
一、UB457*191*98英標H型鋼介紹:
英標H型鋼執(zhí)行標準:EN標準;英標H型鋼有三個主要的質(zhì)量等級S235、S275、S355等。例如:S235材質(zhì)和S275材質(zhì)代表的是碳素結(jié)構(gòu)鋼,S355是低合金鋼。
英標H型鋼工件含碳量高。高碳鋼、鑄鐵件等會降低氫的析出電位,工件表面析氫加速,電流效率降低。工件綁扎過密。鍍鋅時工件局部遭到而導(dǎo)致鍍層過薄。
二、UB457*191*98英標H型鋼熱扎工藝手段:根據(jù)金屬摩擦與溫度的關(guān)系特性,通過適當改變軋制溫度來增大摩擦,對于大部分金屬,提高軋制溫度由于軋件表面氧化皮的存在,能增大摩擦等。 型鋼混凝土組合結(jié)構(gòu)中的鋼筋綁扎處理
四、UB標H型鋼規(guī)格型號表:
鋼鐵冶金:不銹鋼圓鋼生產(chǎn)工藝特點和流程不銹鋼圓鋼(≤4mm棒)采用摩根式45°二輥或考克斯三輥(Y型)軋機連續(xù)化工藝生產(chǎn)。一般產(chǎn)品規(guī)格為5.5~4mm卷材。精軋速度為5~6m∕s(鐵素體不銹鋼)或7~6m∕s(奧氏體不銹鋼)。由于采用無扭轉(zhuǎn)軋制,不銹鋼圓鋼產(chǎn)品的表面質(zhì)量光潔,尺寸精度高。≤?2mm線棒材直徑偏差可以達到±.1mm,?4mm棒材可以達到±.2mm,盤重可以達到2t。具體生產(chǎn)工藝流程步驟:鋼坯準備、加熱、除鱗、粗軋、切頭、中軋、切頭、精軋、卷取、熱處理、酸洗、人庫。





















