






產(chǎn)品分類 更多>>
產(chǎn)品推薦



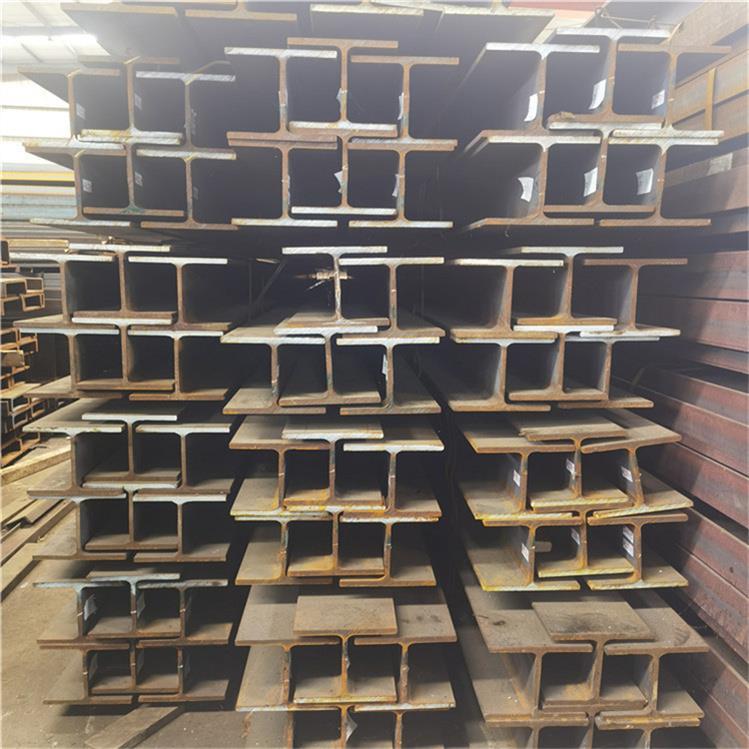
英標(biāo)H型鋼材料:
熱直接復(fù)原鐵粉運用氣流傳輸?shù)綗釅后w系直接得到熱壓塊鐵。復(fù)原所用的氣體是由新出產(chǎn)的氣體與循環(huán)氣體組成。循環(huán)氣體經(jīng)過除塵后與新氣體混合,再經(jīng)過去除CO2,被預(yù)熱到85℃后通入反響器中。FINMET是現(xiàn)在僅有投入出產(chǎn)的粉礦直接復(fù)原技能。可是FINMET工藝還存在一些缺陷,它的復(fù)原劑一般都選用天然氣(每噸HBI耗天然氣約15GJ),因而只要在天然氣報價低價的區(qū)域才或許推行。一起它對礦石的要求也比較高,無法處理很多低檔次的鐵礦。
一、UB127*76*13英標(biāo)H型鋼介紹:
英標(biāo)H型鋼執(zhí)行標(biāo)準(zhǔn):EN標(biāo)準(zhǔn);英標(biāo)H型鋼有三個主要的質(zhì)量等級S235、S275、S355等。例如:S235材質(zhì)和S275材質(zhì)代表的是碳素結(jié)構(gòu)鋼,S355是低合金鋼。
英標(biāo)H型鋼惠林法熱該連續(xù)鍍鋅生產(chǎn)線包括堿液脫脂、酸洗、水沖洗、涂溶劑、烘干等一系列前處理工序,而且原板進入鍍鋅線鍍鋅前還需要進行罩式爐。

二、UB127*76*13英標(biāo)H型鋼熱扎工藝手段:2)熱軋溫度 結(jié)構(gòu)選型
四、UB標(biāo)H型鋼規(guī)格型號表:

鋼鐵冶金:次2~25℃×1h;第二次回火溫度18~2℃×1h空冷。去應(yīng)力回火的溫度要適當(dāng)。溫度過低,不能充分消除應(yīng)力;溫度過高,由于回火軟化作用,使抗拉強度和彈性極限降低。表1為幾種鋼絲冷卷彈簧鋼后的去應(yīng)力回火溫度范圍,時間一般為3~6min,時間過長也不能使性能改善。退火狀態(tài)供應(yīng)的合金彈簧鋼鋼絲用這種鋼絲制成的彈簧鋼都需要淬火回火處理,才能達到所需要的力學(xué)性能。這類鋼絲有5CrVA鋼絲、6Si2Mn鋼絲和55SiMnB鋼絲等。成形彈簧鋼彈簧鋼鋼絲直徑或彈簧鋼鋼板厚度大于1~15mm的螺旋彈簧鋼或板彈簧鋼,一般在加熱淬火時成形。彈簧鋼的制造工藝大致如下(以板簧為例):扁鋼切斷→加熱到淬火溫度壓彎后專用夾具夾持直接淬火+中溫回火→噴丸→裝配。此時的淬火溫度比平常高出5~8℃,成形后利用余熱立即淬火,也可在鹽浴爐中加熱,在油中冷至1~15℃時即可取出進行中溫回火。回火溫度根據(jù)彈簧鋼的使用性能要求加以選擇,一般是在45-5℃范圍內(nèi),回火后的硬度大約在38~52HRC之間。
熱直接復(fù)原鐵粉運用氣流傳輸?shù)綗釅后w系直接得到熱壓塊鐵。復(fù)原所用的氣體是由新出產(chǎn)的氣體與循環(huán)氣體組成。循環(huán)氣體經(jīng)過除塵后與新氣體混合,再經(jīng)過去除CO2,被預(yù)熱到85℃后通入反響器中。FINMET是現(xiàn)在僅有投入出產(chǎn)的粉礦直接復(fù)原技能。可是FINMET工藝還存在一些缺陷,它的復(fù)原劑一般都選用天然氣(每噸HBI耗天然氣約15GJ),因而只要在天然氣報價低價的區(qū)域才或許推行。一起它對礦石的要求也比較高,無法處理很多低檔次的鐵礦。
一、UB127*76*13英標(biāo)H型鋼介紹:
英標(biāo)H型鋼執(zhí)行標(biāo)準(zhǔn):EN標(biāo)準(zhǔn);英標(biāo)H型鋼有三個主要的質(zhì)量等級S235、S275、S355等。例如:S235材質(zhì)和S275材質(zhì)代表的是碳素結(jié)構(gòu)鋼,S355是低合金鋼。
英標(biāo)H型鋼惠林法熱該連續(xù)鍍鋅生產(chǎn)線包括堿液脫脂、酸洗、水沖洗、涂溶劑、烘干等一系列前處理工序,而且原板進入鍍鋅線鍍鋅前還需要進行罩式爐。
二、UB127*76*13英標(biāo)H型鋼熱扎工藝手段:2)熱軋溫度 結(jié)構(gòu)選型
四、UB標(biāo)H型鋼規(guī)格型號表:
鋼鐵冶金:次2~25℃×1h;第二次回火溫度18~2℃×1h空冷。去應(yīng)力回火的溫度要適當(dāng)。溫度過低,不能充分消除應(yīng)力;溫度過高,由于回火軟化作用,使抗拉強度和彈性極限降低。表1為幾種鋼絲冷卷彈簧鋼后的去應(yīng)力回火溫度范圍,時間一般為3~6min,時間過長也不能使性能改善。退火狀態(tài)供應(yīng)的合金彈簧鋼鋼絲用這種鋼絲制成的彈簧鋼都需要淬火回火處理,才能達到所需要的力學(xué)性能。這類鋼絲有5CrVA鋼絲、6Si2Mn鋼絲和55SiMnB鋼絲等。成形彈簧鋼彈簧鋼鋼絲直徑或彈簧鋼鋼板厚度大于1~15mm的螺旋彈簧鋼或板彈簧鋼,一般在加熱淬火時成形。彈簧鋼的制造工藝大致如下(以板簧為例):扁鋼切斷→加熱到淬火溫度壓彎后專用夾具夾持直接淬火+中溫回火→噴丸→裝配。此時的淬火溫度比平常高出5~8℃,成形后利用余熱立即淬火,也可在鹽浴爐中加熱,在油中冷至1~15℃時即可取出進行中溫回火。回火溫度根據(jù)彈簧鋼的使用性能要求加以選擇,一般是在45-5℃范圍內(nèi),回火后的硬度大約在38~52HRC之間。





















