






產(chǎn)品分類(lèi) 更多>>
產(chǎn)品推薦



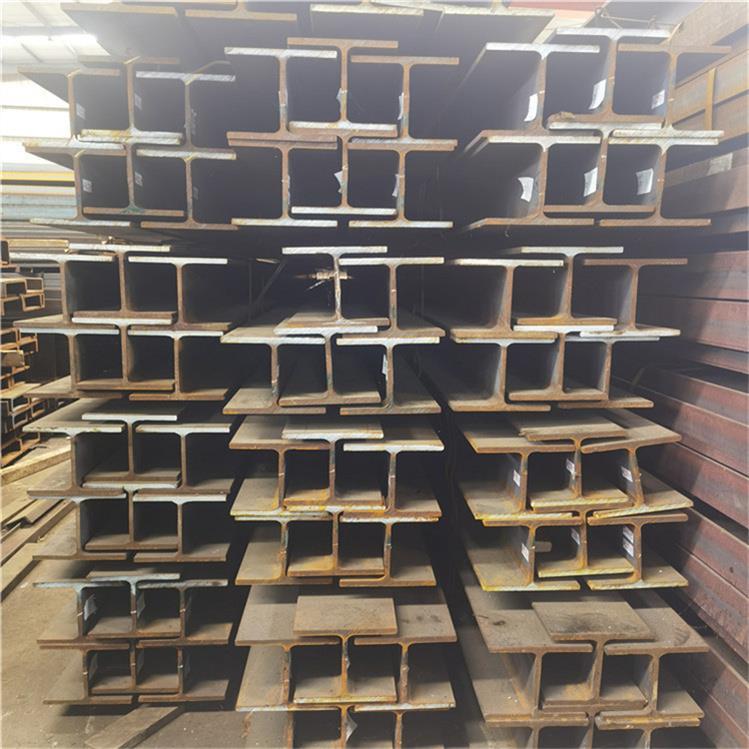
英標(biāo)H型鋼材料:
武鋼提出的高爐爐缸發(fā)明專(zhuān)利,在爐缸區(qū)域采用武鋼自主開(kāi)發(fā)的冷卻能力強(qiáng)的鑄銅冷卻壁,其熱端砌一層高熱導(dǎo)率的模壓小炭磚,小炭磚與大塊炭磚之間填充武鋼開(kāi)發(fā)的熱導(dǎo)率20W/m.k以上的炭素?fù)v打料。這種爐缸結(jié)構(gòu),從大炭磚到鑄銅冷卻壁之間沒(méi)有熱障,大大提高了冷卻效果。爐底采用水冷,爐底厚度減薄到爐底直徑的0.2倍。爐底耐火材料自上而下依次為硅鋁質(zhì)陶瓷杯、超微孔炭磚、石墨炭磚(或半石墨炭磚),以下為水冷管。這種爐底結(jié)構(gòu)的特點(diǎn)是爐底冷卻能力自上而下逐漸增大。
一、UB305*102*33英標(biāo)H型鋼介紹:
英標(biāo)H型鋼執(zhí)行標(biāo)準(zhǔn):EN標(biāo)準(zhǔn);英標(biāo)H型鋼有三個(gè)主要的質(zhì)量等級(jí)S235、S275、S355等。例如:S235材質(zhì)和S275材質(zhì)代表的是碳素結(jié)構(gòu)鋼,S355是低合金鋼。
英標(biāo)H型鋼工件過(guò)腐蝕。降低氫的析出電位,工件表面析氫加速電流效率降低,從而影響鋅的沉積速度。應(yīng)在酸洗溶液中加入適量的緩蝕劑,局部處氧化皮過(guò)厚先用機(jī)械法除去,酸洗過(guò)程中多作檢查。

二、UB305*102*33英標(biāo)H型鋼熱扎工藝手段:生產(chǎn)現(xiàn)場(chǎng)涉及到得最基本的參數(shù)就以上幾個(gè),其它的比如伸長(zhǎng)率,延伸系數(shù)等只是為了理論的分析。所以在現(xiàn)場(chǎng)用的最多的就是根據(jù)金屬塑性變形的體積不變條件計(jì)算軋后的長(zhǎng)度、加工率等。 型鋼柱安裝步驟

四、UB標(biāo)H型鋼規(guī)格型號(hào)表:
鋼鐵冶金:去應(yīng)力退火去應(yīng)力退火是將工件加熱到Ac1以下的適當(dāng)溫度,保溫一定時(shí)間后逐漸緩慢冷卻的工藝方法。其目的是為了去除由于機(jī)械加工、變形加工、鑄造、鍛造、熱處理以及焊接后等產(chǎn)生的殘余應(yīng)力。去應(yīng)力退火工藝曲線見(jiàn)圖1-3。不同的工件去應(yīng)力退火工藝參數(shù)見(jiàn)表C。去應(yīng)力退火的溫度,一般應(yīng)比最后一次回火溫度低2~3℃,以免降低硬度及力學(xué)性能。對(duì)薄壁工件、易變形的焊接件,退火溫度應(yīng)低于下限。低溫時(shí)效用于工件的半加工之后(如粗加工或次精加工之后),一般采用較低的溫度。
武鋼提出的高爐爐缸發(fā)明專(zhuān)利,在爐缸區(qū)域采用武鋼自主開(kāi)發(fā)的冷卻能力強(qiáng)的鑄銅冷卻壁,其熱端砌一層高熱導(dǎo)率的模壓小炭磚,小炭磚與大塊炭磚之間填充武鋼開(kāi)發(fā)的熱導(dǎo)率20W/m.k以上的炭素?fù)v打料。這種爐缸結(jié)構(gòu),從大炭磚到鑄銅冷卻壁之間沒(méi)有熱障,大大提高了冷卻效果。爐底采用水冷,爐底厚度減薄到爐底直徑的0.2倍。爐底耐火材料自上而下依次為硅鋁質(zhì)陶瓷杯、超微孔炭磚、石墨炭磚(或半石墨炭磚),以下為水冷管。這種爐底結(jié)構(gòu)的特點(diǎn)是爐底冷卻能力自上而下逐漸增大。
一、UB305*102*33英標(biāo)H型鋼介紹:
英標(biāo)H型鋼執(zhí)行標(biāo)準(zhǔn):EN標(biāo)準(zhǔn);英標(biāo)H型鋼有三個(gè)主要的質(zhì)量等級(jí)S235、S275、S355等。例如:S235材質(zhì)和S275材質(zhì)代表的是碳素結(jié)構(gòu)鋼,S355是低合金鋼。
英標(biāo)H型鋼工件過(guò)腐蝕。降低氫的析出電位,工件表面析氫加速電流效率降低,從而影響鋅的沉積速度。應(yīng)在酸洗溶液中加入適量的緩蝕劑,局部處氧化皮過(guò)厚先用機(jī)械法除去,酸洗過(guò)程中多作檢查。
二、UB305*102*33英標(biāo)H型鋼熱扎工藝手段:生產(chǎn)現(xiàn)場(chǎng)涉及到得最基本的參數(shù)就以上幾個(gè),其它的比如伸長(zhǎng)率,延伸系數(shù)等只是為了理論的分析。所以在現(xiàn)場(chǎng)用的最多的就是根據(jù)金屬塑性變形的體積不變條件計(jì)算軋后的長(zhǎng)度、加工率等。 型鋼柱安裝步驟
四、UB標(biāo)H型鋼規(guī)格型號(hào)表:
鋼鐵冶金:去應(yīng)力退火去應(yīng)力退火是將工件加熱到Ac1以下的適當(dāng)溫度,保溫一定時(shí)間后逐漸緩慢冷卻的工藝方法。其目的是為了去除由于機(jī)械加工、變形加工、鑄造、鍛造、熱處理以及焊接后等產(chǎn)生的殘余應(yīng)力。去應(yīng)力退火工藝曲線見(jiàn)圖1-3。不同的工件去應(yīng)力退火工藝參數(shù)見(jiàn)表C。去應(yīng)力退火的溫度,一般應(yīng)比最后一次回火溫度低2~3℃,以免降低硬度及力學(xué)性能。對(duì)薄壁工件、易變形的焊接件,退火溫度應(yīng)低于下限。低溫時(shí)效用于工件的半加工之后(如粗加工或次精加工之后),一般采用較低的溫度。





















