






產品分類 更多>>



英標H型鋼材料:
三菱工控產品在各工礦企業的應用非常廣泛,雖產品本身質量已有保證,但由于工業現場的情況千變萬化,規律不明,設備成套后整個系統運行中難免出現干擾現象。因干擾是相互作用的過程,任何一方對另一方的作用都會造成系統故障。因此它在原理分析和實際解決中很復雜,既要情況判斷又需實踐經驗。據目前用戶使用產品過程中較容易發生該問題的來源有:1因設備龐大、布置分散而使走線過長、路徑欠合理造成接地不良、形成干擾回路、產生線噪聲、與相關設備互為影響等。線時未按強弱電分路原則,即動力、控制、通訊等合為一股。動力方面較易區分,而控制信號內容較多,按不同實際要求對其分類也各異。關設備與系統的相互影響,一般為電磁干擾,大致有:變頻器、伺服裝置等具脈沖發生源的設備線切割機、電火花加工機等產生脈沖和電弧的設備照明(日光燈)開啟階段的抖動繼電器、接觸器釋放時的反峰電壓周邊設備與系統的部分信號頻率相近一控制信號的基本分類:1開關(數字)型輸入干觸點---操作按鈕(開關)、行程及限位開關、繼電器、接觸器輔助觸點等。
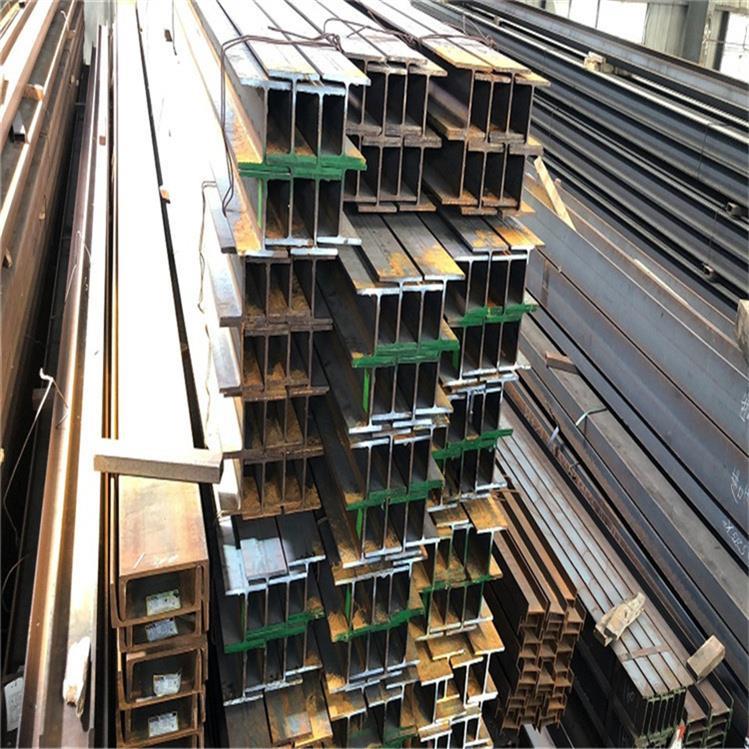
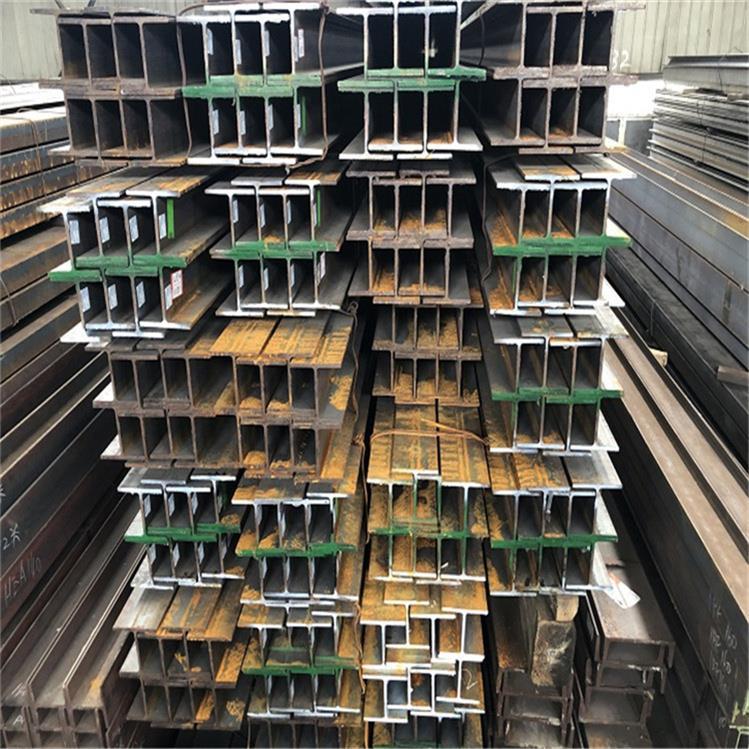
一、UC356*406*592英標H型鋼介紹:
英標H型鋼執行標準:EN標準;英標H型鋼有三個主要的質量等級S235、S275、S355等。例如:S235材質和S275材質代表的是碳素結構鋼,S355是低合金鋼。
英標H型鋼鍍鋅溶液有鍍液和無氰鍍液兩類。鍍液中分微氰、低氰、中氰、和高氰幾類。無氰鍍液有堿性鋅酸鹽鍍液、銨鹽鍍液、硫酸鹽鍍液及無氨氯化物鍍液等。氰化鍍鋅溶液均鍍能力好,得到的鍍層光滑細致,在生產中被長期采用。但由于劇毒,對環境污染嚴重,近年來已趨向于采用低氰、微氰、無氰鍍鋅溶液。
二、UC356*406*592英標H型鋼熱扎工藝手段:4、實際軋制生產中會出現軋件不能順利被軋輥咬入,致使軋制過程停止,以及咬入角不合理引起板材塑性變形不均勻的情況,不僅降低了生產效率,而且產品易存在質量問題,這是因為咬入并軋制的過程是一個不穩定過程,當咬入的時候,變形區的幾何參數,運動學參數都是變化的,所以咬入角即軋輥與軋件接觸部分所夾的中心角是軋制過程中一個極其重要的影響因素,合理的咬入角應當在15度到20度之間,且當軋輥半徑相同時,咬入角隨壓下量呈拋物線形增長。型鋼混凝土組合結構和普通的混凝土有著極大的差異。因此在進行設計的時候,需要確定好鋼筋實際所在的位置、大小以及框架梁的寬度和穿透鋼筋小孔的順序以及大小,這樣才能確保型鋼混凝土組合結構在高層建筑中的應用。
四、UC標H型鋼規格型號表:
鋼鐵冶金:而對于含預制缺陷管,當載荷達到后缺陷部位受到張應力而發生斷裂,彎曲載荷急劇減小。圖6是缺陷深度d/t一.8時斷面的SEM形貌,斷裂特征屬于微孔型韌性斷裂。3失效極限彎矩與缺陷長度的關系由上述NSC準則中可看到,失效極限彎矩與缺陷長度無關,但從圖3和圖4看到,缺陷長度越大,極限載荷越小。圖7是張角2=丌時2種不同缺陷深度管的失效極限彎矩隨.的變化與改進NSC準則理論曲線的對比。
三菱工控產品在各工礦企業的應用非常廣泛,雖產品本身質量已有保證,但由于工業現場的情況千變萬化,規律不明,設備成套后整個系統運行中難免出現干擾現象。因干擾是相互作用的過程,任何一方對另一方的作用都會造成系統故障。因此它在原理分析和實際解決中很復雜,既要情況判斷又需實踐經驗。據目前用戶使用產品過程中較容易發生該問題的來源有:1因設備龐大、布置分散而使走線過長、路徑欠合理造成接地不良、形成干擾回路、產生線噪聲、與相關設備互為影響等。線時未按強弱電分路原則,即動力、控制、通訊等合為一股。動力方面較易區分,而控制信號內容較多,按不同實際要求對其分類也各異。關設備與系統的相互影響,一般為電磁干擾,大致有:變頻器、伺服裝置等具脈沖發生源的設備線切割機、電火花加工機等產生脈沖和電弧的設備照明(日光燈)開啟階段的抖動繼電器、接觸器釋放時的反峰電壓周邊設備與系統的部分信號頻率相近一控制信號的基本分類:1開關(數字)型輸入干觸點---操作按鈕(開關)、行程及限位開關、繼電器、接觸器輔助觸點等。
一、UC356*406*592英標H型鋼介紹:
英標H型鋼執行標準:EN標準;英標H型鋼有三個主要的質量等級S235、S275、S355等。例如:S235材質和S275材質代表的是碳素結構鋼,S355是低合金鋼。
英標H型鋼鍍鋅溶液有鍍液和無氰鍍液兩類。鍍液中分微氰、低氰、中氰、和高氰幾類。無氰鍍液有堿性鋅酸鹽鍍液、銨鹽鍍液、硫酸鹽鍍液及無氨氯化物鍍液等。氰化鍍鋅溶液均鍍能力好,得到的鍍層光滑細致,在生產中被長期采用。但由于劇毒,對環境污染嚴重,近年來已趨向于采用低氰、微氰、無氰鍍鋅溶液。
二、UC356*406*592英標H型鋼熱扎工藝手段:4、實際軋制生產中會出現軋件不能順利被軋輥咬入,致使軋制過程停止,以及咬入角不合理引起板材塑性變形不均勻的情況,不僅降低了生產效率,而且產品易存在質量問題,這是因為咬入并軋制的過程是一個不穩定過程,當咬入的時候,變形區的幾何參數,運動學參數都是變化的,所以咬入角即軋輥與軋件接觸部分所夾的中心角是軋制過程中一個極其重要的影響因素,合理的咬入角應當在15度到20度之間,且當軋輥半徑相同時,咬入角隨壓下量呈拋物線形增長。型鋼混凝土組合結構和普通的混凝土有著極大的差異。因此在進行設計的時候,需要確定好鋼筋實際所在的位置、大小以及框架梁的寬度和穿透鋼筋小孔的順序以及大小,這樣才能確保型鋼混凝土組合結構在高層建筑中的應用。
四、UC標H型鋼規格型號表:
鋼鐵冶金:而對于含預制缺陷管,當載荷達到后缺陷部位受到張應力而發生斷裂,彎曲載荷急劇減小。圖6是缺陷深度d/t一.8時斷面的SEM形貌,斷裂特征屬于微孔型韌性斷裂。3失效極限彎矩與缺陷長度的關系由上述NSC準則中可看到,失效極限彎矩與缺陷長度無關,但從圖3和圖4看到,缺陷長度越大,極限載荷越小。圖7是張角2=丌時2種不同缺陷深度管的失效極限彎矩隨.的變化與改進NSC準則理論曲線的對比。




















