






產品分類 更多>>



1、澳標H型鋼200UB25.4為此,會同保護渣生產廠家,對保護渣性能開展相關研究、改進、調整工作,按鋼種、斷面確定了8種系列保護渣,以適用該廠大圓坯連鑄生產的需要。2二冷噴嘴與布置的改進根據鑄坯表面開裂和皮下裂紋特征分析,主要是二冷冷卻不均問題造成的。對外方提供的噴嘴和國產轉化的噴嘴測試,確認外方提供的噴嘴和國產轉化的噴嘴存在:使用噴嘴實際噴射角小于設計要求,兩個噴嘴之間的鑄坯部位存在無水覆蓋死區,該區域鑄坯坯殼薄、強度低,在熱應力作用下容易出現開裂;噴嘴流量選型大,水壓低,霧化效果變差;水流密度分布不對稱外方設計噴嘴布置為內外弧和兩側交叉垂直的4個方向噴水冷卻,在客觀上也造成了鑄坯冷卻不均問題。
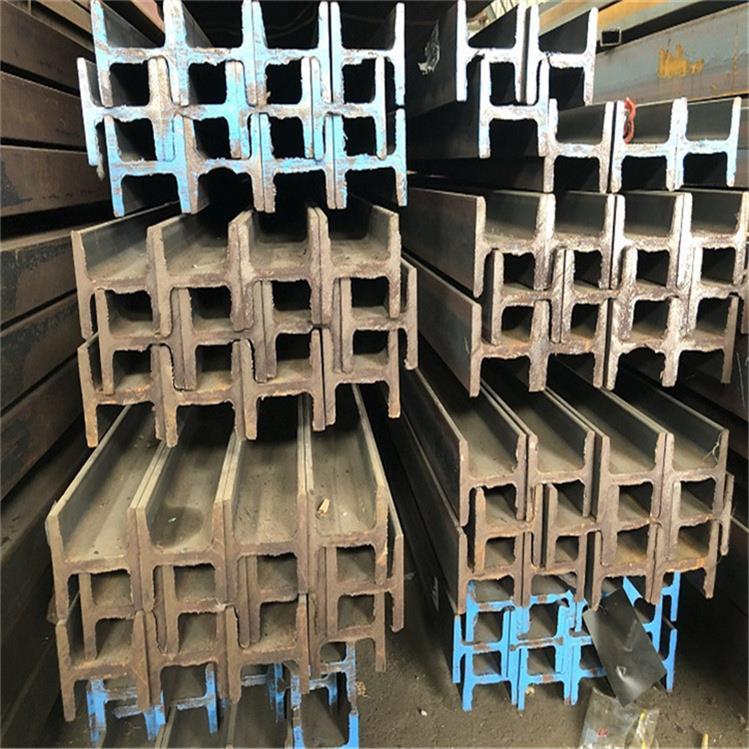
2、200UB25.4澳標H型鋼的執行標準:AS/NZS 3679.1,材質有:G250、G300、G350等

4、澳標H型鋼規格型號表:
冶金礦產:
尤其是,最關鍵的重點是豎爐內消耗的CO和H2量的改善。這些改善對生產率和單位消耗的改善給予了很大的貢獻。CO和H2氣的消耗量在這30年間改善幅度達到25%以上。這主要依靠對原料性狀的控制、豎爐內部的氣流的均質化導致的固-氣接觸的改善、還原氣體的高溫化等。上世紀70年代的還原氣體溫度為780℃,到90年代提高至850℃,豎爐的生產率約提高了13%。到90年代后期,通過對原料球團施行特殊的包覆,還原氣體的溫度提高到900℃,豎爐的生產率進一步提高了約11%。
2、200UB25.4澳標H型鋼的執行標準:AS/NZS 3679.1,材質有:G250、G300、G350等
4、澳標H型鋼規格型號表:
| 澳標H型鋼現貨庫存表 | |||
| 型號 | 米重 | 型號 | 米重 |
| 150UB 14.0 | 14 | 310UB 46.2 | 46.2 |
| 150UB 18.0 | 18 | 310UC 96.8 | 96.8 |
| 150UC 23.4 | 23.4 | 310UC 118 | 118 |
| 150UC 30.0 | 30 | 310UC 137 | 137 |
| 150UC 37.2 | 37.2 | 310UC 158 | 158 |
| 200UB 18.2 | 18.2 | 360UB 44.7 | 44.7 |
| 200UB 22.3 | 22.3 | 360UB 50.7 | 50.7 |
| 200UB 25.4 | 25.4 | 360UB 56.7 | 56.7 |
| 200UB 29.8 | 29.8 | 410UB 53.7 | 53.7 |
| 200UC 46.2 | 46.2 | 410UB 59.7 | 59.7 |
| 200UC 52.2 | 52.2 | 460UB 67.1 | 67.1 |
| 200UC 59.5 | 59.5 | 460UB 74.6 | 74.6 |
| 250UB 25.7 | 25.7 | 460UB 82.1 | 82.1 |
| 250UB 31.4 | 31.4 | 530UB 82 | 82 |
| 250UB 37.3 | 37.3 | 530UB 92.4 | 92.4 |
| 250UC 72.9 | 72.9 | 610UB 101 | 101 |
| 250UC 89.5 | 89.5 | 610UB 113 | 113 |
| 310UB 32.0 | 32 | 610UB 125 | 125 |
冶金礦產:
尤其是,最關鍵的重點是豎爐內消耗的CO和H2量的改善。這些改善對生產率和單位消耗的改善給予了很大的貢獻。CO和H2氣的消耗量在這30年間改善幅度達到25%以上。這主要依靠對原料性狀的控制、豎爐內部的氣流的均質化導致的固-氣接觸的改善、還原氣體的高溫化等。上世紀70年代的還原氣體溫度為780℃,到90年代提高至850℃,豎爐的生產率約提高了13%。到90年代后期,通過對原料球團施行特殊的包覆,還原氣體的溫度提高到900℃,豎爐的生產率進一步提高了約11%。





















