






產(chǎn)品分類 更多>>
產(chǎn)品推薦



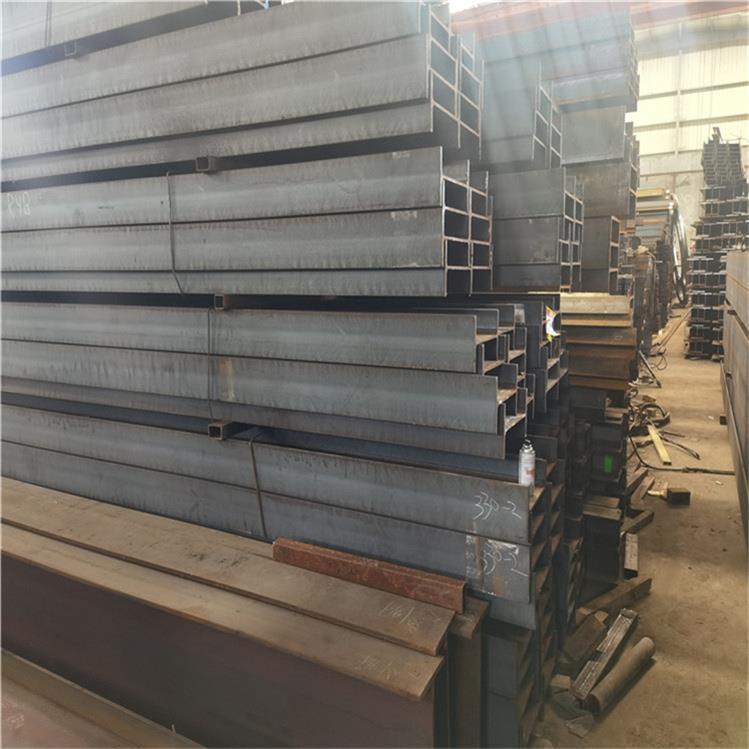
1、澳標(biāo)H型鋼150UC30.0然而,納米材料與裝備制造的結(jié)合并非易事。鐵嶺閥門吳宏年副總經(jīng)理向我們透露,納米閥門為鑄鐵鍛造,表面采用激光熔覆技術(shù),全現(xiàn)代化設(shè)備制造。閥門表面硬度為HRC35~4,但很耐磨,預(yù)計壽命比以前提高3~4倍。閥門要在寧夏引黃工程中校核一年,如果沒有出現(xiàn)問題才算試制成功。現(xiàn)階段,整體鑄鐵的熔覆為技術(shù)攻關(guān)難點。科學(xué)家守口如瓶科學(xué)院金屬研究所創(chuàng)建于1953年,是材料科學(xué)與工程,腐蝕科學(xué)與防護(hù)領(lǐng)域國內(nèi)一流的研究所。3閥門無裂紋,開關(guān)靈活嚴(yán)密,鑄造規(guī)矩,手輪無損壞,并有出廠合格證。4地下消火栓,地下閘閥、水表品種、規(guī)格應(yīng)符合設(shè)計要求,并有出廠合格證。5捻口水泥一般采用不小于425#的硅酸鹽水泥和膨脹水泥(采用石膏礬土膨脹水泥或硅酸鹽膨脹水泥)。水泥必須有出廠合格證。6其它材料:石棉絨、油麻繩、青鉛、鉛油、麻線、機(jī)油、螺栓、螺母、防銹漆等。2主要機(jī)具:2.2.1機(jī)具:套絲機(jī)、砂輪機(jī)、砂輪鋸、試壓泵等。2工具:手錘、捻鑿、鋼鋸、套絲扳、剁斧、大錘、電氣焊工具、倒鏈、壓力案、管鉗、大繩、鐵鍬、鐵鎬等。3其它:水平尺、鋼卷尺等。業(yè)條件:2.3.1管溝平直,管溝深度、寬度符合要求,閥門井、表井墊層,消火栓底座施工完畢。2管溝溝底夯實,溝內(nèi)無障礙物。且應(yīng)有防塌方措施。3管溝兩側(cè)不得堆放施工材料和其它物品。作工藝3.1工藝流程:安裝準(zhǔn)備→清掃管膛→管材、管件、閥門、消火栓等就位→管道連接→灰口養(yǎng)護(hù)→水壓試驗→管道沖洗鍍鋅碳素鋼管的安裝工藝流程參見1-2。2根據(jù)施工圖檢查管溝坐標(biāo)、深度、平直程度、溝底管基密實度是否符合要求。3管道承口內(nèi)部及插口外部飛刺、鑄砂等應(yīng)預(yù)先鏟掉,瀝青漆用噴燈或氣焊烤掉,再用鋼絲刷除去污物。閥門、管件穩(wěn)放在規(guī)置,作為基準(zhǔn)點。把鑄鐵管運到管溝沿線溝邊,承口朝向來水方向。據(jù)鑄鐵管長度,確定管段工作坑位置,鋪管前把工作坑挖好。大繩把清掃后的鑄鐵管順到溝底,清理承插口,然后對插安裝管路,將承插接口順直。

2、150UC30.0澳標(biāo)H型鋼的執(zhí)行標(biāo)準(zhǔn):AS/NZS 3679.1,材質(zhì)有:G250、G300、G350等
4、澳標(biāo)H型鋼規(guī)格型號表:
冶金礦產(chǎn):
據(jù)此確定了如下GPCM編碼規(guī)則:確定量,閥的前幾位節(jié)流單元流量按照二進(jìn)制比例排列,可以得到較高的分辨率,達(dá)到要求的控制性能。2控制策略GPCM閥控位置伺服系統(tǒng)除了液壓伺服系統(tǒng)所固有的非線性特性外,還由于采用了脈沖調(diào)制控制,具有流量變化不連續(xù)的特點,系統(tǒng)高精度控制困難,系統(tǒng)建模不易且相關(guān)參數(shù)難以確定,使得基于被控對象數(shù)學(xué)模型的各類控制方法不能有效解決此控制問題。本文提出了一種新的控制方法應(yīng)用于GPCM液壓伺服控制系統(tǒng)。
2、150UC30.0澳標(biāo)H型鋼的執(zhí)行標(biāo)準(zhǔn):AS/NZS 3679.1,材質(zhì)有:G250、G300、G350等
4、澳標(biāo)H型鋼規(guī)格型號表:
| 澳標(biāo)H型鋼現(xiàn)貨庫存表 | |||
| 型號 | 米重 | 型號 | 米重 |
| 150UB 14.0 | 14 | 310UB 46.2 | 46.2 |
| 150UB 18.0 | 18 | 310UC 96.8 | 96.8 |
| 150UC 23.4 | 23.4 | 310UC 118 | 118 |
| 150UC 30.0 | 30 | 310UC 137 | 137 |
| 150UC 37.2 | 37.2 | 310UC 158 | 158 |
| 200UB 18.2 | 18.2 | 360UB 44.7 | 44.7 |
| 200UB 22.3 | 22.3 | 360UB 50.7 | 50.7 |
| 200UB 25.4 | 25.4 | 360UB 56.7 | 56.7 |
| 200UB 29.8 | 29.8 | 410UB 53.7 | 53.7 |
| 200UC 46.2 | 46.2 | 410UB 59.7 | 59.7 |
| 200UC 52.2 | 52.2 | 460UB 67.1 | 67.1 |
| 200UC 59.5 | 59.5 | 460UB 74.6 | 74.6 |
| 250UB 25.7 | 25.7 | 460UB 82.1 | 82.1 |
| 250UB 31.4 | 31.4 | 530UB 82 | 82 |
| 250UB 37.3 | 37.3 | 530UB 92.4 | 92.4 |
| 250UC 72.9 | 72.9 | 610UB 101 | 101 |
| 250UC 89.5 | 89.5 | 610UB 113 | 113 |
| 310UB 32.0 | 32 | 610UB 125 | 125 |
冶金礦產(chǎn):
據(jù)此確定了如下GPCM編碼規(guī)則:確定量,閥的前幾位節(jié)流單元流量按照二進(jìn)制比例排列,可以得到較高的分辨率,達(dá)到要求的控制性能。2控制策略GPCM閥控位置伺服系統(tǒng)除了液壓伺服系統(tǒng)所固有的非線性特性外,還由于采用了脈沖調(diào)制控制,具有流量變化不連續(xù)的特點,系統(tǒng)高精度控制困難,系統(tǒng)建模不易且相關(guān)參數(shù)難以確定,使得基于被控對象數(shù)學(xué)模型的各類控制方法不能有效解決此控制問題。本文提出了一種新的控制方法應(yīng)用于GPCM液壓伺服控制系統(tǒng)。




















